溶接訓練

ARを利用した溶接技術訓練システム!?
工場や造船所、建設現場において、熟練した溶接工の存在はとても重要です。
溶接工のようなエッセンシャルワーカーは、世の中に必要不可欠である反面、比較的早期に退職してしまう傾向にあり、従来のような指導員による溶接工訓練だけでは技術の習得が遅くなってしまいます。長年にわたって、このような訓練と合わせてより効率的な訓練を行う手法やツールが必要とされてきました。
そこで、遠隔指導を含む溶接訓練のためのシステムが新しく開発されました。訓練は、所定の訓練プロセス(例えば高等専門学校の溶接コースなど)に基づいて、このコースに合格すること等を目的に進められます。これらのコースは①自動音声指導、②指導員支援の音声指導、③移行形態フィードバック、④拡張現実による溶接レンダリングからなります。これらの訓練はリモートで行われ、訓練生の横に指導員が立ち会う必要はありません。最終的な拡張現実による指導においては、マイクと透過VRディスプレイが備えられた溶接ヘルメットを使用します。これにより、訓練生の透過ディスプレイにアーク溶接に必要な溶融池の形状及び位置が示されます。
最終的には、訓練演習の終了時に、溶接パフォーマンスを評価され、合格・不合格が決定されるという仕組みです。
若年人口の減少が避けられない日本社会においては、このような遠隔指導による技術習得が必須となってくるのでしょうね。
■従来の課題
本件発明は溶接工の訓練システム、および訓練方法に関するものです。
近年、工場、造船所、建設現場などの製造業界では熟練した溶接工が不足しています。そのため、製造業界では溶接工を確保するため、従来型の指導員による溶接工訓練と合わせ、より効率的な溶接工訓練技術の開発が渇望されています。しかし、溶接作業の大半を占める手作業の出来栄えを追跡することができるツールが不足しているのが現状です。
■本発明の効果
本件発明は、溶接訓練生による実際の手作業によって生成されたデータをリアルタイムで取り込み、処理、表示することによって、効率的に溶接工を訓練することができ訓練システム、およびその訓練システムを用いた訓練方法を提供するものです。
■特許請求の範囲のポイントなど
本件発明における訓練システムは、ハードウェア、ソフトウェアの両方を含む溶接訓練装置を用い、選択された規定の訓練目標に基づくカリキュラムに従って、実際に実効される訓練演習から得られるリアルタイムデータを収集し、溶接品質データに基づいて訓練生のパフォーマンスを評価し、パフォーマンス評価に基づいて任意選択的にカリキュラムを適応させ、カリキュラムの終了後に資格証明、認証等を訓練生に授与することを特徴としています。
■全体構成
本件発明の溶接システムについて説明します。溶接システムは、(a)データ生成コンポーネント、(b)データ取り込みコンポーネント、及び(c)データ処理コンポーネントで構成されます。
(a) データ生成コンポーネントは、
(i)寸法形状特性が予め決まっている設備と、
(ii)溶接される少なくとも1つの接合部を含み、前記接合部に沿って延在するベクトルが作業経路を画成し、前記設備に取り付けられる母材と、
(iii)較正装置であって、該較正装置は、該較正装置と一体型の少なくとも2つの第1のポイントマーカを含み、該第1のポイントマーカと前記作業経路との間の寸法形状関係は予め決まっている較正装置と、
(iv)溶接工具であって、前記接合部において溶接を形成するよう動作し、工具ポイント及び工具ベクトルを画成し、前記溶接工具には前記溶接工具に取り付けられる対象を含み、前記対象は所定のパターンで前記対象に取り付けられる複数の第2のポイントマーカを含み、前記第2のポイントマーカの所定パターンは、剛体を画成するよう動作する溶接工具とで構成されます。
(b)データ取り込みコンポーネントは、前記第1のポイントマーカ及び前記第2のポイントマーカの少なくとも一方の画像を取り込むための撮像システムを含みます。
(c)データ処理コンポーネントは、前記データ取り込みコンポーネントから情報を受信し、
(i)前記撮像システムによって視認できる三次元空間に対する前記作業経路の位置及び向きと、
(ii)前記剛体に対する前記工具ポイントの位置及び前記工具ベクトルの向きと、
(iii)前記作業経路に対する前記工具ポイントの位置及び前記工具ベクトルの向きと、を計算するよう動作します。
次に、このような溶接システムを用いた、訓練目標の選択から開始して溶接資格証明の獲得で終了する手溶接訓練の方法について、図1のフロー図を用いて説明します。
まず初めのステップとして、訓練目標を選択します(ステップ110)。選択される目標は、産業溶接工訓練規格(例えば、米国溶接協会(AWS)D1.1)や、認可された溶接施工要領(WPS)、または、特定レベルの溶接品質(例えば、ビードサイズ、凸性、欠陥形成、溶接ビード抱き合わせ、等)に関連付けることができます。
次のステップとして、ステップ110で選択された訓練目標に基づいて、ユーザーを指導する仮想カリキュラムが生成されます(ステップ120)。このカリキュラムは訓練の開始時に初期化され、プロセス全体を通してユーザーに適合されます。
その後、訓練演習の実行(ステップ130)、リアルタイムフィードバック支援(ステップ140)、パフォーマンス評価(ステップ150)、パフォーマンスに基づくカリキュラムの適応または変更(ステップ160)のシーケンスを繰り返します。 最終的な目標が満たされると(ステップ155)、ユーザは所望の資格証明を獲得(ステップ170)し、カリキュラムを「卒業」します。

【図1】
■細部
各ステップの詳細について説明します。
ステップ110の訓練目標の選択は、個々の、または一連の訓練目標を選択することができます。これは、システムのエンドユーザーに基づいて変化させることができます。代表的な訓練のための環境、およびそれぞれの目標を表1にまとめました。
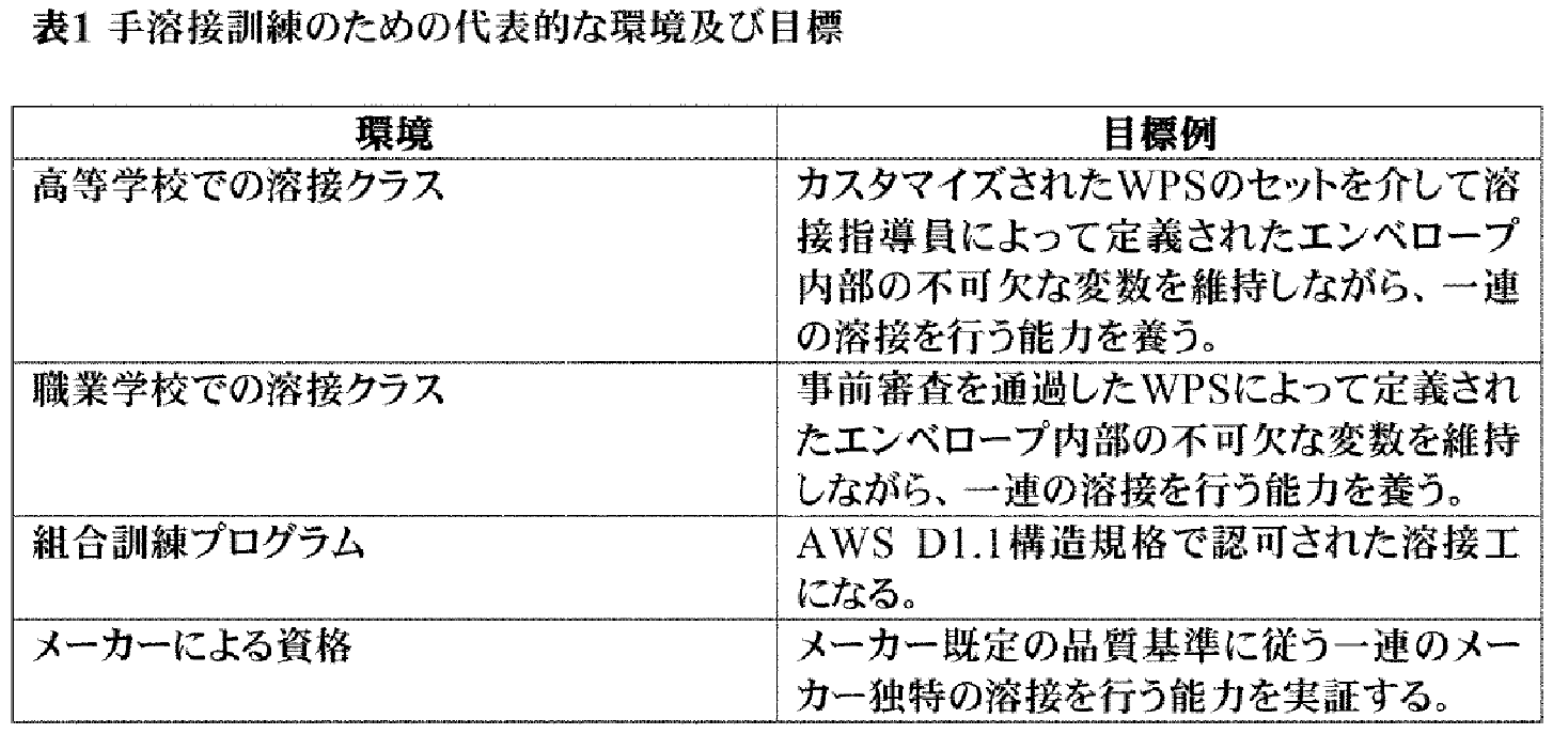
【表1】
次に、ステップ120では、ステップ110で選択された訓練目標に基づいて、溶接手順を習得するための1つ以上のタスクから構成されるカリキュラムが生成されます。ここではカリキュラムは溶接施工要領を習得するよう進捗します(図3参照)。溶接施工要領は、表2に示す形態変動要素、表3に示す実行変動要素の観点から特定の溶接手順を説明しています。図4は横向き姿勢におけるGMAWすみ肉溶接のための溶接施工要領の例です。

【図3】

【表2】
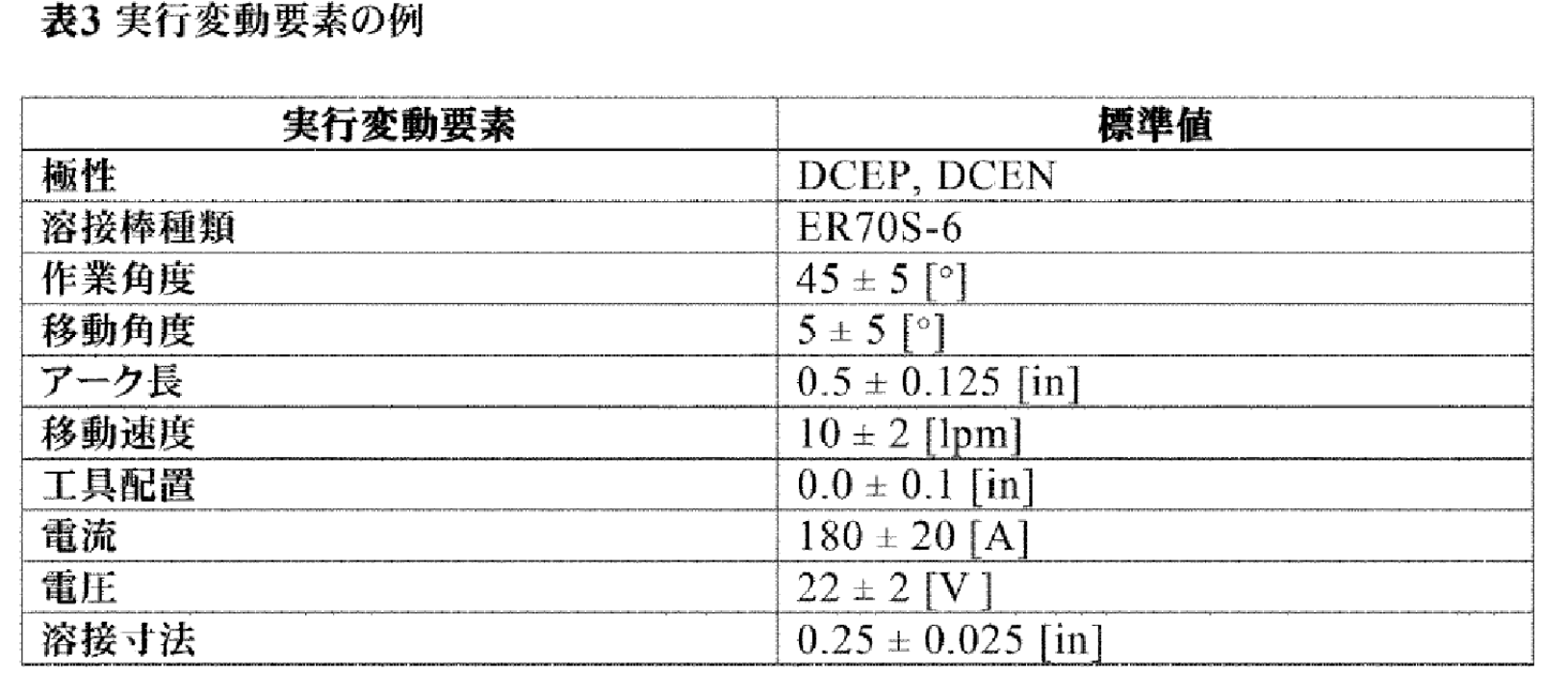
【表3】
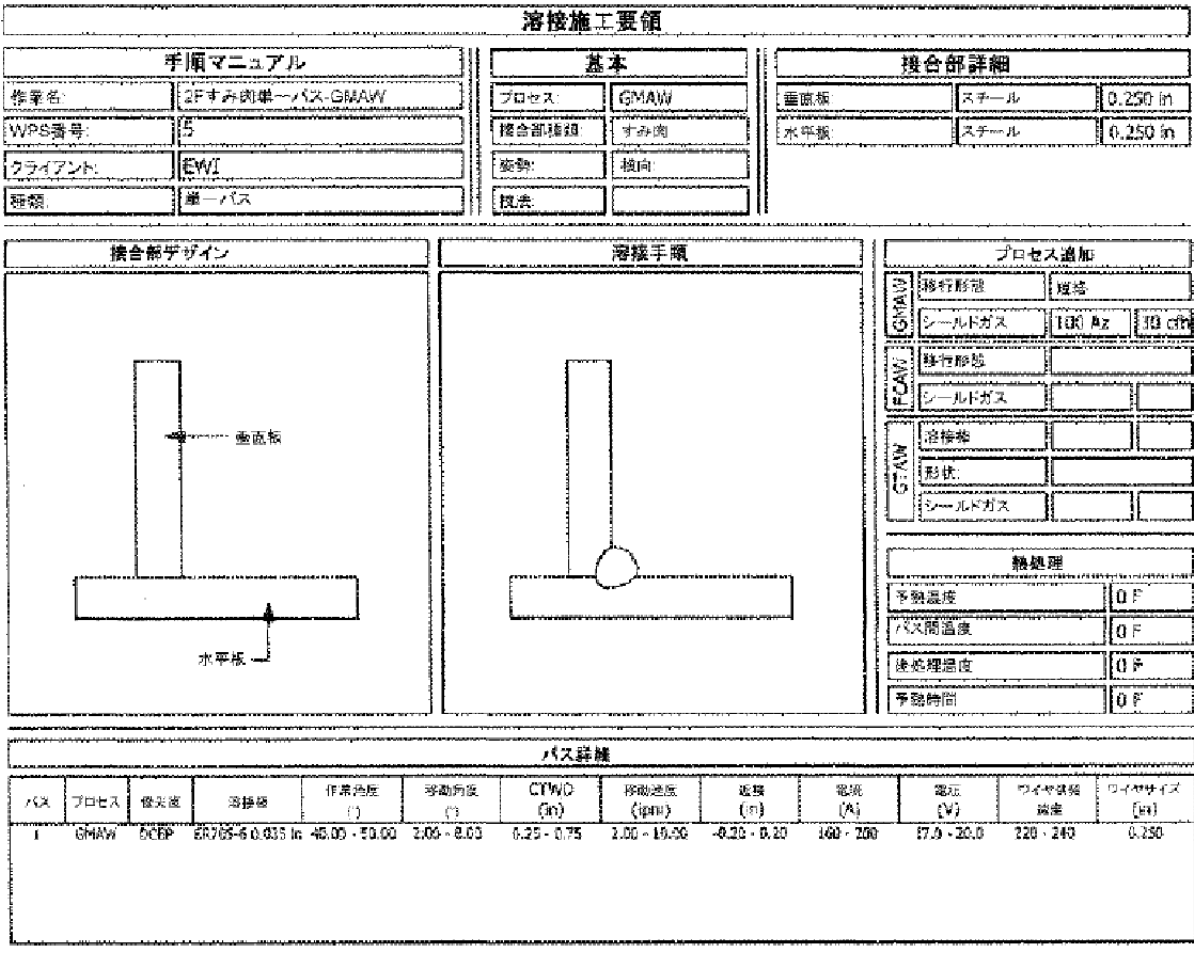
【図4】
次に、生成されたカリキュラムが開始され、ステップ130で訓練演習が実行されます。訓練演習はアーク(放電)をOFFにした状態とONにした状態で行うことができ、始め、溶接工としての適正が入門レベルの時にはアーク(放電)をOFFにした状態で行われ、そこから技術の向上がシステムによって認められると、アークをONにした状態に以降することができます。
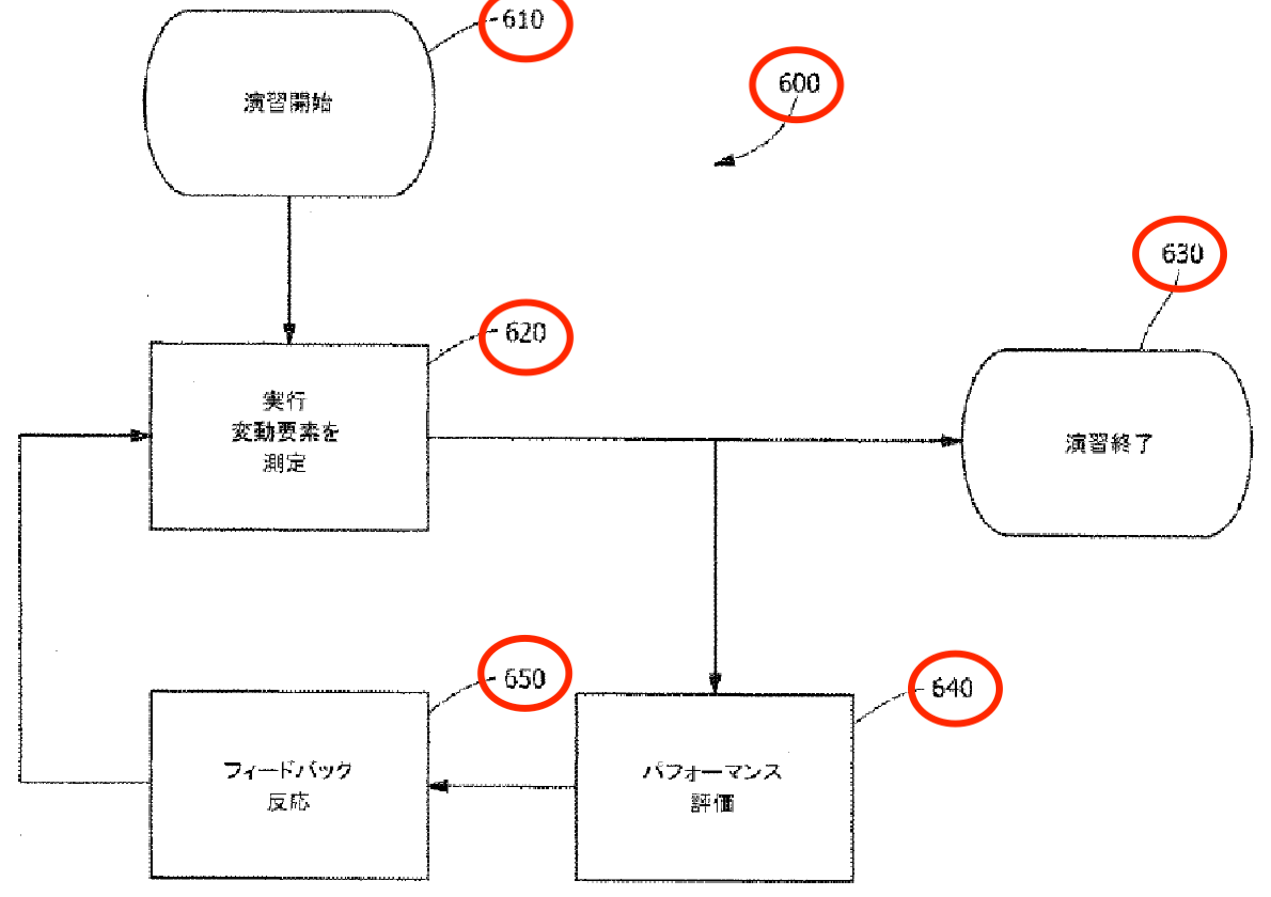
ステップ140では、ユーザーはリアルタイムフィードバックメカニズムを活用することができます。リアルタイムフィードバックメカニズムは図6に示す通りです。リアルタイムフィードバックコンポーネント600は、演習が開始される(ステップ610)と、実行変動要素を測定(ステップ620)し、演習の終了(ステップ630)または、パフォーマンスの評価(ステップ640)に進みます。パフォーマンスの評価ではパフォーマンスが測定、解析され、フィードバックがリアルタイムにユーザーに生成され(ステップ650)、再び実行変動要素が測定され、演習が終了するまで繰り返します。
【図6】
ステップ130の訓練演習が終了すると、ステップ150でパフォーマンスを評価する機会が与えられます。パフォーマンス評価の種類は、訓練ゴールの順守、認可手順必須変動要素の順守、変動性順守、溶接品質仕様の順守、標準化認証仕様の順守、相対的個体数との比較、経時的なパフォーマンス、労働倫理、または、パフォーマンスの他の要因および対策などがあります。
そして、ステップ160では、生徒がある特定の変動要素に苦労していることを認識すると、自動的に変動要素に重点を置いた個別指導を提供します。すなわち、カリキュラムが適応されます。例えば、生徒の移動速度が常に速すぎる場合には、速度を安定させるための姿勢に関する個別指導などに重点を置くようにカリキュラムを適応します。
すべての訓練目標が完了すれば、訓練における最終段階と認識され、ステップ170で訓練生は資格証明を獲得し、訓練が終了します。
以上ご説明しましたとおり、本発明の訓練システムは、実際に手作業で行われる溶接作業によって生成されたデータをリアルタイムで取り込み、訓練に役立つ情報をリアルタイムに訓練生にフィードバックすることができるため、より効率的に溶接工を訓練することができるため、製造業界における溶接工不足の憂いを解消してくれます。
■概要
出願国:日本 発明の名称:手溶接訓練のためのシステム及び方法
出願番号:特願2016-569029(P2016-569029)
特許番号:特許第6687543号(P6687543)
出願日:2015年5月29日
公開日:2016年7月06日
優先権主張番号:US14/293,700
優先日:2014年6月02日
登録日:2020年4月06日
出願人:リンカーン グローバル、インコーポレイテッド
経過情報:2020年4月6日に特許登録がなされ、現在も登録は維持されています。特許存続期間の満了日は2035年5月29日となっています。
その他情報:2014年6月2日の米国特許出願を基礎として国際出願がされたものです。日本のほか、米国、欧州、中国、韓国、加国で特許登録となっています。
IPC:G09B9/00、G09B19/00
<免責事由>
本解説は、主に発明の紹介を主たる目的とするもので、特許権の権利範囲(技術的範囲の解釈)に関する見解及び発明の要旨認定に関する見解を示すものではありません。自社製品がこれらの技術的範囲に属するか否かについては、当社は一切の責任を負いません。技術的範囲の解釈に関する見解及び発明の要旨認定に関する見解については、特許(知的財産)の専門家であるお近くの弁理士にご相談ください。