今回はバレンタインデーにちなんで、人気チョコレート菓子の特許を分かりやすく解説!
一言でチョコレートといっても、様々な味や製法、形状で日々進化を続けており、日本では商品数も多く、皆さんの恋に負けないくらいアツい開発競争が繰り広げられています。
本編では、スティックチョコ・焼チョコ・アイスチョコのジャンル別に解説。
VS形式となっていますが、どちらの技術が優れていのるか!?ではなく、「あなたはどっち派!?」の理由を見つけてみてください!
CONTENTS LIST
- デザインの小さな革命 - ポッキーが変えたスナックの未来
- 中空プレッツェルによる、チョコの新しい魅力
- 焼きの魔法で、味わい深化
- 二段階減圧含浸で、風味豊かな新時代の菓子を実現
- チョコで包む、アイスの魔法
- パリパリ革命!チョコモナカアイス、新時代の味わい。
ROUND.1 | グリコポッキー VS ロッテトッポ
ROUND.2 | 森永ベイク VS 明治ガルボ
ROUND.3 | 森永ピノ VS 森永チョコモナカ
ROUND.1グリコポッキー VS ロッテトッポ

デザインの小さな革命 – ポッキーが変えたスナックの未来
私たちの日常にすっかり溶け込んだ、あの有名なスナック「ポッキー」。しかし、皆さんはポッキーがどのようにしてこの形状を得たのか、その背後にある独創的な技術や設計について考えたことはあるでしょうか?
今回は、ポッキーの実用新案登録に焦点を当て、このシンプルながらも斬新なスナックがどのように考案されたのか、その特徴を詳説していきます。
発明の背景
ポッキーは、1966年にテスト販売された「チョコテック」が前身であり、プリッツの一部だけをチョコレートでコーティングする形態を機械化するためには、新しい機械や製造工程の設計が必要でした。
その後、広島県でのテスト販売が大成功し、67年に「ポッキーチョコレート」として京阪神地域限定で発売され、翌68年には全国発売されました。70年には30億円以上を売り上げる大ヒット商品となりました。
どんな発明?
発明の目的
ビスケットの表面にチョコレートを被覆し、食べやすくすることを目的として実用新案登録出願されました。この考案は、フィンガービスケットの改良版として開発されています。
発明の詳細
では、図面を参照しつつ、本考案の特徴の詳細を説明します。
 【図面】
【図面】
【考案の特徴】
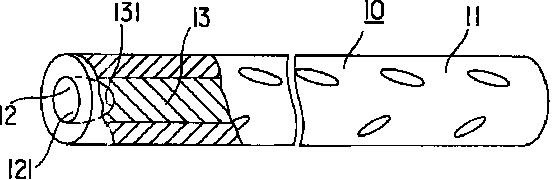
ビスケットの形状:ビスケット部分(A)は細長い円柱状に設計されています。
断面弧状の凹み:円柱状のビスケット側面には、断面が弧状の凹み(B)が2条設けられています。これはビスケットとチョコレートの結合を強化し、チョコレートの離脱を防ぐためです。
露出部分の設計:ビスケットの一部(D)が露出するようにチョコレート(C)で被覆されています。この露出部分は食べる際の把手の役割を果たし、手がチョコレートで汚れるのを防ぎます。
【考案の課題と解決手段】
チョコレートの離脱防止:ビスケットにチョコレートが離脱しにくいようにするため、凹みを設けることでビスケットとチョコレートの結合を強化しました。
食べやすさの向上:露出部分を設けることで、食べる際にチョコレートが手に付着するのを防ぎ、簡潔に食べることができます。
構造の合理性と実用性:ビスケットの形状と凹みの設計は、構造的に合理的であり、実用的です。
ここがポイント!
この考案は、ポッキーのデザインと機能性に重点を置いています。ビスケットの細長い形状と、チョコレートを部分的に被覆することで、手を汚さずに食べることができるように設計されています。
また、ビスケットとチョコレートの結合を強化するために特別な凹みが設けられており、これによりチョコレートの離脱を防ぐとともに、ビスケットの構造的強度を維持しています。このような特徴は、ポッキーが単なるチョコレート被覆菓子ではなく、特定の食べやすさと機能性を持つ製品として設計されていることを示しています。
実用新案の概要
|
発明の名称 |
チョコレートを被覆したビスケット |
|
出願番号 |
実願昭41-7217 |
|
公告番号 |
実公昭44-029406 |
|
出願日 |
昭和41年1月28日 |
|
公告日 |
昭和44年12月5日 |
|
登録日 |
昭和45年4月21日 |
|
出願人 |
江崎グリコ株式会社 |
|
考案者 |
熊木 克之 他 |
| 国際特許分類 |
・ A23G1/00 |
| 経過情報 |
期間満了により抹消 |
中空プレッツェルによる、チョコの新しい魅力
ロッテの「トッポ」は、1994年に発売された、プレッツェル生地にチョコレートを充填したスティック型の菓子です。トッポが発売される前のスティック型チョコレート菓子は主にチョコレートを外側にかけるスタイルでしたが、トッポはこの概念を覆し、穴あきプレッツェルの中にチョコレートを入れるという革新的な構造・製法で人気を集めました。この製法により、手にチョコレートが付きにくく、持ちやすく、チョコレートが溶けても食べられるという利点がありました。今回はこの革新的な製造法について、詳説していきます。
発明の背景
従来のプレッツェルは、パン生地を細い帯状に切り、リング状、8の字形、B字形などに成型して焼き上げたものであり、これらは中空状ではありませんでした。また、イーストを使わない非発酵タイプの生地を使用したスティック状のプレッツェルも登場していましたが、これらにも中空状のものは存在しませんでした。
さらに、従来のスティック型プレッツェルにおいては、風味や感触の変化を避けられず、外側にチョコレートなどのコーティング材をつけたものもありましたが、そのような外側のチョコレートが、使用時に手についたり、夏場などの高温環境下でベタつくなどの問題がありました。
どんな発明?
発明の目的
本発明は、従来のスティック型プレッツェルの欠点を克服し、風味や感触の変化を生じることなく、また呈味料が手に付かない、ベタつかない製品を開発することを目指して開発されたものです。一般的なスティック型プレッツェルの生地は硬く、中空筒状のプレッツェルの製造には適していませんでした。
この問題を解決するため、糖質や油脂を加えた生地を使用し、さらに澱粉を使用することで、外径と内径の差の小さいリング状エキストノズルから押し出すことが可能となり、焼成生地の外径と内径差の小さいプレッツェルを製造することができるようになりました
発明の詳細
従来知られていた一般的なスティック型プレッツェルの配合は、穀粉100部に対して、糖質5部以下、油脂1〜4部以下の割合で使用し、澱粉は使用しません。このような配合の生地の場合、中空筒状のプレッツェルを製造することは不可能です。即ち、一般的なスティック型プレッツェルの生地は、かなり硬いことが知られていました。
このような生地を、本発明の製造方法に係るリング状エキストノズルから押出し成型した場合、生地が硬いために安定した押出し成型を行うことが困難であり、仮に押出すことができたとしてもエキストルーダー内で生地への負荷がかかるため、生地がダメージを受けてしまいます。一方、押出し適性を良くするために、加水量を増加して生地を柔らかくすれば、押出し成型後に生地がダレて変形してしまい、中空筒状の形で焼成することはできません。
押出し成型・焼成法により中空筒状のプレッツェルを製造するためには、生地が、押出し成型時には適度に柔らかく、延びがあり且つ繋がりの良いこと、そして成型後焼成したものが中空筒状を保つためには、保型性がありそして硬いことが条件となります。これらの要素は相反する部分があり、従来の生地では達成できませんでした。
この問題を解決するために種々研究の結果、穀粉に一定割合で糖質および油脂を加えた生地を用いれば所望の中空筒状のプレッツェルを製造することができること、そしてさらに、糖質および油脂の量を調整した上に、澱粉を使用した生地を用いれば、外径と内径差の小さいリング状エキストノズルから押し出すことが可能であり、焼成生地の外径と内径差の小さいプレッツェルを製造することができることを見出したのです。トッポの生地の特徴を以下にまとめます。
トッポの生地の特徴
- 主成分の配合:穀粉100重量部に対して、糖類5〜30重量部、油脂10〜30重量部、および澱粉20〜50重量部を含む。特に糖類は10〜20重量部、油脂は15〜25重量部、澱粉は30〜45重量部が望ましい。
- 中空筒状の構造:この特殊な配合により、リング状ノズルから押出し成型し、中空筒状のプレッツェルを作ることが可能となる。外径が15mm以下、特に10mm以下で、内径が外径の40%以上の中空筒状構造を有する。
- アルカリ溶液処理:焼成する前に生地をアルカリ溶液で処理する方法も含まれる。
- 穀粉の種類:小麦粉、大麦粉、ライ麦粉、オーツ粉、コーンフラワーなどが使用され、小麦粉は生地の硬さやグルテン強度を考慮して薄力粉50%以下で使用するのが望ましい。
- 糖類と油脂の種類:砂糖、麦芽糖、乳糖、ブドウ糖、果糖、転化糖、水飴、異性化糖などの糖類。バター、ショートニング、マーガリン、液状油、硬化油などの油脂。
- 澱粉の種類:コーンスターチ、馬鈴薯澱粉、小麦澱粉、または加工澱粉類。
- 副原料:乳製品、卵、食塩、香料、化学調味料、膨剤などを任意的に使用可能。
この特殊な配合と製造方法により、従来のプレッツェルには見られない中空筒状の構造を実現しており、これがトッポのユニークな特性を生み出しています。
トッポの製造プロセス
- 生地の準備:適量の水を加えて、穀粉、糖類、油脂、澱粉などの原料を混合し、生地を作成する。
- 押出し成型:生地をリング状ノズルを使用して連続的に中空状に押出し成型する。この中空筒状のプレッツェル生地は、内径が外径の40%以上に設定される。また、外径は15mm以下、望ましくは10mm以下が適切。
- アルカリ液処理:必要に応じて、成型された生地を連続的にアルカリ液に通して処理する。これは食感をクリスピーにし、焼成工程でのベルトなどへの付着を減少させる。使用されるアルカリ液には、水酸化ナトリウムや炭酸ナトリウム水溶液などが含まれる。
- 焼成:成型された生地をオーブンに入れて焼成し、中空筒状の焼成生地を作成する。
- 呈味料の充填:焼成された生地を所望の長さに切断し、中空部にクリーム、チョコレート等の呈味料を充填する。呈味料は、焼成生地の上方の開口端から粘性に調製されたものを注入する。
- 呈味料の処理:クリームやジャムなどの粘性のまま賞味する呈味料を採用した場合はそのままで、他の呈味料は放置して冷却または乾燥固化させる。これにより、呈味料が焼成生地の両開口端から内方に位置し、独特の形状の複合菓子が完成する。
この製造方法により、トッポは下図に示すような独特の中空筒状構造と、呈味料を充填した特徴的な形状を持つプレッツェルとして製造されます。
 【図】
【図】
ここがポイント!
この特許は、従来のスティック型プレッツェルの問題点を克服し、中空筒状のプレッツェルを製造する技術を提供することを目的としています。具体的には、糖質と油脂を適切な割合で穀粉に加え、澱粉を使用することで、中空筒状のプレッツェルを実現しました。これにより、風味や感触の変化が少なく、手に付かずベタつかない新しいタイプのプレッツェルが実現されました。
特許の概要
|
発明の名称 |
プレッツェルおよびその製造方法 |
|
出願番号 |
特願平6−65143 |
|
公開番号 |
特開平7−274805 |
|
特許番号 |
特許第2894946号 |
|
出願日 |
平成6年4月1日 |
|
公開日 |
平成7年10月24日 |
|
登録日 |
平成11年3月5日 |
|
審査請求日 |
平成8年6月28日 |
|
出願人 |
株式会社ロッテ |
|
発明者 |
竹森 俊雄 他 |
| 国際特許分類 |
A21D 2/10 |
| 経過情報 |
期間満了により抹消されている(存続期間満了日2014/4/1) |
ROUND.2森永ベイク VS 明治ガルボ

焼きの魔法で、味わい深化
洋菓子「クレームブリュレ」は、フランスのデザートで、その特徴はカスタードクリームの表層を焦がし、カリっとした食感と香ばしいカラメル層で覆われた独特の外観で世界中で愛されています。このクレームブリュレに似た独特の食感と外観を、焼きチョコで再現しようという試みが森永製菓「BAKE(ベイク)」の開発の基盤となりました。
しかし、従来の焼成チョコレートでは表面に糖成分のガラス化した透明な皮膜が形成されるだけで、クレームブリュレのような焦げた外観や香ばしい風味を再現することが難しかったのです。この課題をどのように解決したのか、詳説していきます。
発明の背景
洋菓子のクレームブリュレは、フランス語で焦げたクリームを意味し、カスタードクリームの表層を焦がして、そのカラメル層で覆われた独特の外観を有すると共に、表層のカリっとした食感と、内部の軟らかく滑らかなクリームの食感、カラメル化した香ばしい風味などを楽しむことができるデザート菓子として広く親しまれています。
本発明者らは、洋菓子のクレームブリュレに似た独特の食感と外観を呈する菓子製品を、焼成チョコレートによって実現できないか試行を繰り返しました。
しかしながら、従来知られているような焼成チョコレートでは、表面に糖成分のガラス化した透明な皮膜が形成されるだけであり、焦げた外観を呈するものではなく、カラメル化した香ばしい風味も十分に付与されませんでした。また、従来の手法において焼成の程度を調節しても、特定の箇所だけが焦げてしまい、程よい外観や食感、カラメル化した香ばしい風味を付与することができませんでした。
どんな発明?
発明の目的
本発明の目的は、洋菓子のクレームブリュレのように、表面が程よく焦げた外観であり、表層がカリッとしていて、内部が軟らかく滑らかな食感であり、カラメル化した香ばしい風味を味わうことができる焼成チョコレート、及びその製造方法を提供することにあります。
発明の詳細
上記目的を達成するため、本発明の焼成チョコレートは、二糖以下の糖を含有する第1チョコレート層と、二糖以下の糖の含有量が前記第1チョコレート層よりも少ない第2チョコレート層とが接合された焼成チョコレートであって、前記第1チョコレート層は前記第2チョコレート層よりも薄い厚さで前記焼成チョコレートの外周面のうちの少なくとも1つの所定領域を覆うように接合されており、前記第1チョコレート層で覆われた所定領域には、その中央部から周縁部に亘って焦げ目が発生していることを特徴とします。
本発明の焼成チョコレートは、第1チョコレート層が第2チョコレート層よりも薄い厚さで焼成チョコレートの外周面のうちの少なくとも1つの所定領域を覆うように接合されているので、焼成の際には、その第1チョコレート層が第2チョコレート層によって裏打ちされ、支持されて、形状を保ちつつ、十分に焼成されます。そして、二糖以下の糖を含有する第1チョコレート層で覆われた所定領域には、その中央部から周縁部に亘って焦げ目が発生しているので、カリッとした食感と共に、カラメル化した香ばしい風味が付与されます。
それでは、図面を参照しながら、本発明の詳細をみていきましょう。
 【図1】
【図1】
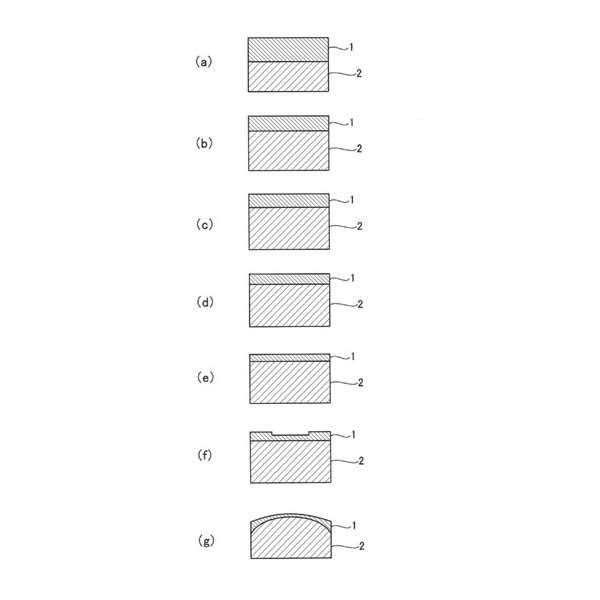
図1は、試験例1における調製例1〜7の焼成チョコレートに関し、焼成前の成形物の断面形状を示す図であり、それぞれ図1aは調製例1に関し、図1bは調製例2に関し、図1cは調製例3に関し、図1dは調製例4に関し、図1eは調製例5に関し、図1fは調製例6に関し、図1gは調製例7に関します。
なお、本発明において「二糖以下の糖」は、炭素数が3〜12の単糖類もしくは二糖類の意味であり、例えば、グルコース、フルクトース、ガラクトース等の単糖類や、スクロース、トレハロース、マルトース、ラクトース等の二糖類などが挙げられます。
これらは、2種以上のものがチョコレート原料に配合された場合や、無水あるいは含水の結晶の形態のものがチョコレート原料に配合された場合も含み、それらの合計の含有量として、第2チョコレート層における含有量が第1チョコレート層における含有量よりも少なくなるようにします。
また、第2チョコレート層の二糖以下の糖の含有量は第1チョコレート層の二糖以下の糖の含有量より5質量%以上少ないことが好ましく、10質量%以上少ないことがより好ましいでしょう。これによれば、第1チョコレート層による焦げ目を発生し易くすることができると共に、第2チョコレート層による甘味を調整し易くすることができます。
本発明の焼成チョコレートの製造方法においては、上記第1チョコレート層と上記第2チョコレート層とを、第1チョコレート層が第2チョコレート層よりも薄い厚さで外周面のうちの少なくとも1つの所定領域を覆うように接合します。その接合の方法に特に制限はありません。上記第1チョコレート層と上記第2チョコレート層とを、第1チョコレート層が第2チョコレート層よりも薄い厚さで外周面のうちの少なくとも1つの所定領域を覆うように接合した後、第1チョコレート層で覆われた所定領域を焼成することにより、第1チョコレート層で覆われた所定領域の中央部から周縁部に亘って焦げ目を発生させます。
上記第1チョコレート層によって構成される、焦げ目を発生させようとする表面に対し、適当な焼成の処理を施すことにより、少なくともその第1チョコレート層の表面に偏りなく焦げ目を発生させることができると共に、他の部分を焼成し過ぎてチョコレートの保形性が損なわれてダレてしまったり、食感や風味が劣化してしまったりすることがありません。焼成は、オーブン、シュバンクバーナー、ガスバーナー、電気ヒーター、電子レンジなどを用いて行うことができます。
本発明の評価においては、トンネル型オーブンに通して焼成雰囲気温度220℃、焼成時間300秒の条件で焼成するという条件を採用しました。
図1で示したような層状のチョコレートをそれぞれ焼成し、食感及び外観の評価を行いました。結果を表にまとめて示します。
 【表1】
【表1】
上層の厚さが下層の厚さより薄い調製例2〜5の焼成チョコレートでは、上層の厚さが下層の厚さに比べて薄くなるのにつれて、良好な結果が得られました。また、上層の、焦げ目を付けようとする所定領域の中央部分の厚さを側縁部分の厚さよりも薄くすると、更により良好な結果が得られました(調製例6、7)。
ここがポイント!
本発明によれば、洋菓子のクレームブリュレのように、表面が程よく焦げた外観であり、表層がカリッとしていて、内部が軟らかく滑らかな食感であり、カラメル化した香ばし い風味を味わうことができる焼成チョコレートを提供することができます。
このような特徴を出すため、製造方法において、第1チョコレート層を第2チョコレート層よりも薄い厚さで焼成チョコレートの外周面のうちの少なくとも1つの所定領域を覆うように接合するので、焼成する際には、その第1チョコレート層が第2チョコレート層によって裏打ちされ、支持されて、形状を保ちつつ、十分に焼成されます。そして、二糖以下の糖を含有する第1チョコレート層で覆われた所定領域を焼成することにより、その所定領域の中央部から周縁部に亘って焦げ目を発生させることができます。これにより、カリッとした食感と共に、カラメル化した香ばしい風味を付与することができたのです。
特許の概要
|
発明の名称 |
焼成チョコレート及び焼成チョコレートの製造方法 |
|
出願番号 |
特願2015-223375 |
|
公開番号 |
特開2017-086024 |
|
特許番号 |
特許第5997825号 |
|
出願日 |
平成27年11月13日 |
|
公開日 |
平成29年5月25日 |
|
登録日 |
平成28年9月2日 |
|
審査請求日 |
平成27年12月9日 |
|
出願人 |
森永製菓株式会社 |
|
発明者 |
信田 直毅 他 |
| 国際特許分類 |
A23G 1/00 (2006.01) |
| 経過情報 |
早期審査に付され、一旦拒絶査定となったものの、拒絶査定不服審判における前置審査で特許査定。 |
二段階減圧含浸で、風味豊かな新時代の菓子を実現
今回紹介する特許発明は、明治製菓の人気商品「ガルボ」に採用されていると考えられるものです。この特許は、多孔質の固形原料に液状原料を含浸させる独創的な方法を提供し、多孔質菓子食品の風味と食感を一新しました。この技術により、ガルボはその独特な味わいと質感で消費者に新しい食体験を提供しています。
この革新的な製造法が、どのようにしてガルボの特徴を高めているのか、詳説していきます。
発明の背景
多孔質の固形原料、例えば、焼き菓子や、乾燥食品、肉、野菜、果実等の凍結乾燥食品を減圧処理する前後または減圧状態で液状原料と接触させて食品中に液体原料を含浸させることにより得られる含浸食品やその製造方法は既に広く知られています。
1回の減圧処理を施し、常圧に戻す一連の一次減圧処理で、食品内部にまで液状原料を含浸させることができ、液状原料と含浸された食品の一体感に秀でた複合食品を得ることができることは既に知られた技術ですが、以下のような欠点がありました。
例えば、チョコレートの含浸焼き菓子では、一次減圧処理だけではチョコレートが焼き菓子の表層付近に多く残り、チョコレート味やその食感が強くなってしまい、固形原料である焼き菓子のもつ味と食感が負けてしまいがちでした。それを避けるために減圧度を低くすると、所定量を含浸させることはできても表面付近の浅いところまででチョコレートはそれ以上含浸せず、深部まで均一に含浸することができないという問題がありました。
どんな発明?
発明の目的
本発明は、減圧含浸した食品において、食品の内部深くまで液状原料が十分浸透しているにもかかわらず液状原料の風味が強すぎず、良好な嗜好性を有する含浸食品、及び該含浸食品を製造できる方法を提供することを課題としました。
発明の詳細
本発明者らは、上記の課題解決のために鋭意検討を行い、密閉系内にて液状原料に固形原料を減圧下で埋没し、常圧に戻した後、液状原料から固形原料を取り出し、固形原料を液状原料に埋没させることなく、再度密閉系内にて減圧を行い常圧に戻すことを行うと、固形原料中に含浸された液状原料が内部まで浸透して均一に含浸されるとともに、液状原料の一部が押し出されることで液状原料の含浸量をコントロールすることが可能となり、固形原料の内部深くまで液状原料が十分含浸しているにもかかわらず、液状原料の風味が強すぎず、風味・食感に優れた含浸食品が得られることを見出しました。
具体的にどのような製造方法となるのか、以下詳説していきます。
本発明の基本構成は以下のようになっています。
固形原料に液状原料が含浸した含浸食品の中心部を切断した切断面において、液状原料が浸透していない部分の面積の切断面全体の面積に対する比率が、0〜8%であり、かつ含浸した液状原料の重量が含浸食品全体の重量に占める割合が、40〜75%である含浸食品。
上記食品を製造する方法としての基本構成は以下のようになっています。
密閉系内にて液状原料に固形原料を埋没させた状態で系内を減圧に保持し、しかる後に常圧に戻して液状原料から固形原料を取り出し、その後前記固形原料を液状原料に埋没させない状態で、再度、密閉系内を減圧に保持し、更に常圧に戻すことを特徴とする含浸食品の製造方法。
なお、本発明において、密閉系内にて液状原料に固形原料を埋没させた状態で系内を減圧にし、その後常圧に戻す一連の操作を一次減圧処理といいます。また、密閉系内にて系内を再度減圧にし、その後再度常圧に戻す一連の操作を二次減圧処理といいます。
また、本発明の固形原料は少なくとも一部に多孔質構造の空隙を有するものをいいます。例えば、パイ、ワッフル、食パン、コッペパン、フランスパンなどの含水率30〜40重量%程度の食材;ドーナツなどの含水率20〜30重量%程度の食材;凍り豆腐、ふ、乾燥湯葉、はるさめ、あずき、インゲン豆、えんどう豆、ささげ、大豆、乾麺、そうめん、冷麦、マカロニ、スパゲッティ、パスタ、とうもろこしなどの含水率10〜20重量%程度の食材などが挙げられます。
本発明では、このような固形原料に、液状原料を含浸させます。含浸する液状原料としては、液体、溶液、スラリー液、分散液など形態は問わず、含浸時に液状で取り扱い可能な可食成分を用いることができます。また、マーガリン、バター、チョコレートなど、常温で固体であっても、温度などの含浸条件を調整することにより液体として取り扱いの可能な原料も用いることができます。
本発明においては、圧力あるいは温度などの含浸条件を選択することにより、比較的高粘度の液状原料も含浸に用いることができ、例えばクリーム状あるいはジャム状の成分も含浸可能な流動性を有していれば液状原料として用いることができます。また、オリーブ油、サラダ油、マーガリン、バターなどの食用油または油脂;醤油、みそなどの発酵調味料;コーヒーや茶の抽出物などの食品抽出成分;ブランデー、ラム酒、コニャック、キュラソーなどの酒類、果汁、ジュース、スープ、水飴、牛乳、ココアなどの飲料;コンデンスミルク、ヨーグルト、生クリームなどが液体原料として挙げられます。
本発明において、一次減圧処理は、液状原料に固形原料を埋没させた状態で減圧保持することが重要であり、液状原料に固形原料を埋没させた後に減圧しても、減圧した状態で液状原料に固形原料を埋没させても構いません。一次減圧処理後に、固形原料内部には液状原料が浸透せず、空気が残存している部分が存在することが必要です。
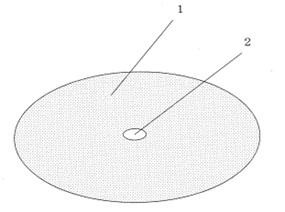
一次減圧処理後の固形原料の内部の模式図を図1に示します。
 【図1】一次減圧処理後の含浸食品の切断面の模式図
【図1】一次減圧処理後の含浸食品の切断面の模式図
1 液状原料が染みこんだ部分
2 液状原料が染みこんでいない部分
二次減圧処理は一次減圧処理と同一の密閉容器内で行っても良く、異なる密閉容器内で行っても構いません。
一次減圧処理により、液状原料が固形原料に含浸されます。そして二次減圧処理時、減圧により固形原料内部に残存していた空気が膨張します。これにより液状原料の一部が残存空気とともに固形原料内部より押し出されます。その後常圧に戻すと、固形原料内部に残存する液状原料が一次減圧処理時に空気が残存していた部分にまで浸透します。
二次減圧処理後の固形原料の内部の模式図を図2に示します。
 【図2】二次減圧処理後の含浸食品の切断面の模式図
【図2】二次減圧処理後の含浸食品の切断面の模式図
代表的な実施例を以下に示します。
【実施例1】
鶏卵315重量部、砂糖200重量部、薄力粉150重量部、ベーキングパウダー1.5重量部をよく攪拌混合し、これに溶解したバター15重量部、牛乳45重量部を混合して水ダネを得ます。これを金属製のバットに流し込み、オーブンで180℃、30分焼成し、スポンジ生地を得た。スポンジ生地を冷ました後、55mm×15mm×15mmの大きさに切り、これをさらに100℃、30分乾燥して、焼き菓子である乾燥スポンジを得ます。
また、カカオマス200重量部、砂糖380重量部、粉乳150重量部、カカオバター263重量部、乳化剤7重量部にて、定法にてチョコレート生地を作成しました。35℃にて、このチョコレート生地100重量部に対してチョコシードB(不二製油製)を3重量部添加混合し、35℃に保持した状態で該チョコレート生地に前記乾燥スポンジを埋没させ、これらを密閉真空容器に入れ5kPaになるまで減圧処理を施した後、直ちに常圧に戻し、チョコレート生地より取り出しました。一次減圧処理で得られた乾燥スポンジの、表面に付着したチョコレートをエアブローにて除去しました。これを再び密閉真空容器に入れ、5kPaになるまで二次減圧処理を施し、常圧に戻しました。これを15℃で冷却固化させ、チョコレート生地が含浸した含浸食品を得ました。
このような製法で製造した含浸食品は、チョコレート生地もしくはシーズニング液が内部深くまで浸透し、かつ食感、風味の軽いものでした。
ここがポイント!
本発明は、多孔質の固形原料に液状原料を含浸させる食品及びその製造方法に関するものです。この特許が解決しようとする課題は、液状原料が食品の内部深くまで十分に浸透しながらも、その風味が強すぎない、良好な嗜好性を有する含浸食品を提供することです。
この課題の解決策として、液状原料に固形原料を減圧下で埋没させた後、再度減圧を行いながら液状原料の含浸量をコントロールする方法を提案しています。これにより、均一に液状原料が含浸され、風味と食感に優れた含浸食品が得られるとしています
特許の概要
|
発明の名称 |
含浸食品及びその製造方法 |
|
出願番号 |
特願2006-178287 |
|
公開番号 |
特開2008-5745 |
|
特許番号 |
特許第4673257号 |
|
出願日 |
平成18年6月28日 |
|
公開日 |
平成20年1月17日 |
|
登録日 |
平成23年1月28日 |
|
審査請求日 |
平成21年4月15日 |
|
出願人 |
明治製菓株式会社 |
|
発明者 |
桑野 豊 |
| 国際特許分類 |
A23G 3/50 |
| 経過情報 |
存続期間満了日(2026/06/28) |
ROUND.3森永ピノ VS 森永チョコモナカ

チョコで包む、アイスの魔法
森永乳業の「ピノ」は、日本で愛され続ける一口サイズのアイスクリームです。このアイスの特徴は、その独特の製法にあります。まず油脂原料(主にチョコレート)をモールドに注入します。この油脂原料が固化する前に、冷菓ミックス(アイスクリームの原料)をモールド内に注入します。注入される冷菓ミックスの圧力により、油脂原料がモールドの内壁に沿って均等に広がり、外殻を形成します。
この工程により、チョコレートの外殻を持つアイスクリームが製造されます。このチョコレート層は、アイスクリームを包み込むように均一に延び、一口サイズの完璧なバランスを実現しています。この独自技術により、ピノは常に最高の品質と味を保ち、小さな幸せを提供し続けています。
発明の背景
アイスミルクやアイスクリーム等をチョコレート等の油脂原料でコーティングした、油脂原料からなる外殻を有する冷菓が知られています。 通常、このような冷菓は、以下のような工程を経て製造されます。
【従来技術】
- アイスミルクやアイスクリームの原料である冷菓ミックスをモールド(型)に充填し、冷却固化させる
- 固化した冷菓をモールドから取り出す
- 温調して液状としたチョコレート等の油脂原料に固化した冷菓を浸漬して、冷菓の周りに油脂原料をまとわせる
また、従来、冷菓を製造する際のモールドは、金属製のものが多く採用されていました。
冷菓のような嗜好品の開発において、味や食感のみならず見た目にもきれいな商品を提供することは、重要な課題の一つです。
更に、このような商品の製造コストを低減し、より求めやすい価格の商品を市場に提供することも重要な課題の一つです。
従来の、アイスクリーム等をチョコレートでコーティングした冷菓の製造方法は、上述したようにモールド内で凍結したアイスクリーム等を一旦取り出し、液状のチョコレートに浸漬するという工程が必須で、浸漬のための装置及び当該装置への搬送手段が必要でした。また、浸漬を効率よく行うために、コーティング量以上の大量のチョコレートを液状で保持する必要があるので、その管理コストについても見直しの余地がありました。
どんな発明?
発明の目的
本発明は、アイスクリーム、アイスミルク等をチョコレート等の油脂原料でコーティングした冷菓の製造方法において、従来の製造方法に比べて、より簡便な製造方法を提供することを目的としています。特に、工場での大量生産に適した製造方法を提供することを目的とします。
更に、本発明は、冷菓の製造に用いられるモールドをそのまま冷菓を収容する容器として利用することを前提とし、きれいな形状を保持したまま消費者が容器(モールド)から冷菓を簡単に取り出せるような製品を提供することを目的としています。
発明の詳細
それでは、図面も参照しながら、本発明の詳細について見ていきます。
<本発明の原理と特徴>
本発明は、次の工程を経て冷菓を製造することが特徴です。
- モールド内に油脂原料を注入する油脂原料注入工程
- 前記油脂原料を注入したモールド内に、前記油脂原料が固化する前に冷菓ミックスを注入する冷菓ミックス注入工程
- 前記油脂原料と冷菓ミックスを固化させる固化工程
ここで、前記冷菓ミックス注入工程では、冷菓ミックスの注入圧力を利用して、前記モールド内の油脂原料をモールド内壁に沿って延伸させることが最大の特徴となります。
このような冷菓の製造方法によれば、モールド内で凍結したアイスクリーム等の冷菓を一旦モールドから取り出し、液状のチョコレートに浸漬するという工程を行うことなく、チョコレートの外殻を有する冷菓を製造することが可能であり、冷菓の製造ラインを簡素化することができます。また、少なくとも、注入と固化という工程で冷菓を製造することができるため、その観点からも製造ラインを簡素化することが可能となります。
また、次のような特徴を付加してもよいとされます。
前記冷菓ミックスの注入時における、前記冷菓ミックスの粘度を、前記油脂原料の粘度より大きくすること。
このように、冷菓ミックスの粘度を、外殻の原料である油脂原料の粘度より大きくすることにより、冷菓ミックスを注入した際に、冷菓ミックスが油脂原料と混ざることを極力抑制し、油脂原料と冷菓ミックスの界面をきれいに作ることができます。その結果、油脂原料からなる外殻をきれいに形成することが可能となります。
さらに、前記モールドは、前記冷菓の収容部を有する容器を兼ねています。
このような形態とすることで、製造ラインにおいて、モールドから冷菓を取り出す工程を経ずに、流通又は保管可能な製品とすることが可能となります。
包装工程においては、前記固化工程後に、前記冷菓を前記容器に収容した状態で包装します。
このような包装工程を行うことで、冷菓を容器(モールド)に収容した状態で流通、保管することができ、製造ラインを簡素化することができます。また、このようにして包装された製品は、消費者が購入して家庭でそのまま保管することができ、好きな時に簡単に容器(モールド)から冷菓を取り出すことができるのです。
では、各製造工程について、詳しく見ていきましょう。
<油脂原料注入工程>
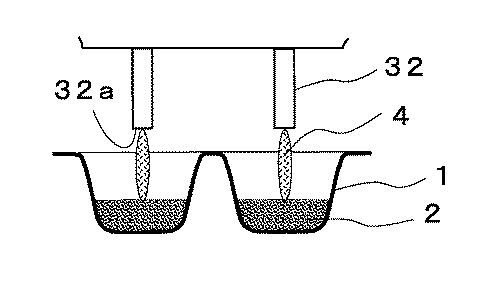
本発明では、図1に示すように、まず、モールド1内に油脂原料2を注入する油脂原料注入工程を行います。
 【図1】
【図1】
本発明において、油脂原料とは、油脂を主要な原料として含む冷菓原料のことをいいます。具体的には、油脂原料全体に対して、油脂を20質量%以上、好ましくは30質量%以上、さらに好ましくは40質量%以上含む原料です。油脂原料に含まれる油脂としては、パーム油やヤシ油等の植物油等、通常冷菓において使用されているものであれば特に制限されません。
油脂原料としては、通常冷菓において使用されるものであって、冷却により固化し外殻を形成し得るものであれば特に制限されません。このような油脂原料として、カカオバターを含むチョコレート、バター加工品、植物油脂加工品等が挙げられます。なお、チョコレートには、ホワイトチョコレート等、カカオパウダーを含有しないものも含まれます。油脂原料は、好ましくは25〜35℃の何れかの範囲において流体です。
また、本発明の油脂原料は、油脂原料全体に対して、ヤシ油を、好ましくは5質量%以上、さらに好ましくは10質量%以上含みます。ヤシ油を上記の範囲で含有することにより、後述する固化工程において、油脂原料からなる外殻が適度に収縮し、モールドからの取り出しがより容易になります。
モールド内へ注入された油脂原料2は、図2に示すような状態となります。このような油脂原料2は、少なくとも後述する冷菓ミックス4(図3参照)を注入する際には、それを延伸させることができるよう流体である必要があります。
 【図2】
【図2】
<冷菓ミックス注入工程>
油脂原料注入工程の後、図3に示すように、前記油脂原料2を含むモールド内に冷菓ミックス4を注入する、冷菓ミックス注入工程を行います。
 【図3】
【図3】
この前記冷菓ミックス注入工程では、図4に示すように冷菓ミックス4の注入圧力を利用して、前記モールド1内の油脂原料2をモールド1の内壁に沿って延伸させます。すなわち、この冷菓ミックス注入工程を行う際、前記モールド1内に注入された油脂原料2は流体の状態であり、冷菓ミックス4の注入圧力によって容易に変形し得る状態となっています。
このような状態の油脂原料2の上から、冷菓ミックス4を注入することで、油脂原料2が冷菓ミックス4によりモールドの周方向に押し退けられ、油脂原料2がモールド1の内壁の側面上方へとせりあがります。
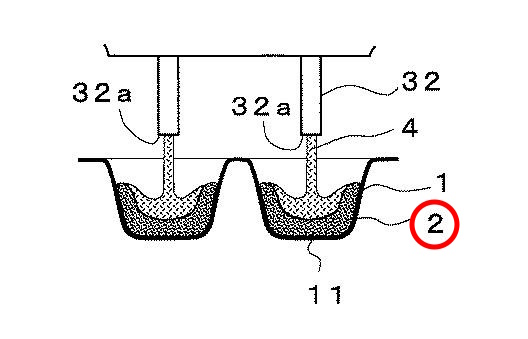 【図4】
【図4】
冷菓ミックス4は、アイスクリーム、アイスミルク、ラクトアイスの製造に用いられるものを特に制限なく用いることができます。
ここで、前記冷菓ミックス4の粘度は、前記油脂原料2の粘度より大きくします。冷菓ミックス4の粘度を、外殻21の原料である油脂原料2の粘度より大きくすることにより、冷菓ミックスを注入した際に、油脂原料と冷菓ミックスの界面をきれいに作ることができます。また、モールド底面11側の外殻21に厚みを持たせることができ、流通や保管時の油脂原料2の表面への浸み出しを防ぐことができます。これにより、モールド1の内壁に冷菓5の表面が付着することを防ぎ、冷菓5のモールド1からの取り出しが容易となります。
<固化工程>
モールド1内へ注入された油脂原料2と冷菓ミックス4は、図5に示すような状態で凍結され固化します。前記冷菓ミックス注入工程終了後、固化工程を開始するまでの時間は、好ましくは3分以内、より好ましくは1分以内、さらに好ましくは45秒以内です。
このように、冷菓ミックス注入工程終了から固化工程開始までの時間を短くすることにより、冷菓ミックス注入工程時の油脂原料の外殻の形状を極力維持することができます。凍結は、−20℃以下で行います。このような凍結によって、上述した油脂原料2は、固化することにより、油脂結晶が整列しその体積が小さくなります。それにより、モールド1の内壁表面と油脂原料2からなる外殻21の表面との間に、わずかな隙間が形成されます。このような隙間が形成されることで、固化した冷菓5をモールドから取り出しやすくなります。
 【図5】
【図5】
ここで、モールドの材質としてプラスチックを用いることにより、冷菓5のモールド1からの剥離性が特に良好となり、取り出しやすくなる。
<トッピング工程>
上述した各工程を経て、目的とする製品を得ることができますが、例えば、固化工程の前又は後に、図6に示すように、冷菓にトッピング6を施すトッピング工程を設けても良いでしょう。
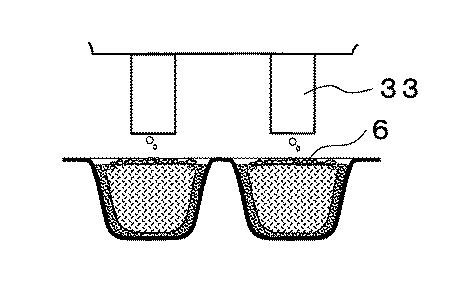
トッピングは、特に制限なく用いることができ、例えば、ナッツ類やチョコチップ類、ジャム等が挙げられます。また、上記油脂原料と同様の原料を用いることもできます。トッピング6は、図示しないさらに別の充填機のノズル33を利用して行うこともできます。ノズル33は、食品分野において、固体原料を容器に充填する際等に用いられる通常の形態のものを用いることができます。
トッピング工程を、前記固化工程の前に行った場合には、トッピング工程終了後、図6に示すような状態で速やかに凍結固化されます。
 【図6】
【図6】
<包装工程>
上記のようにして得られた冷菓5は、モールド1から取り出して、必要に応じて容器に収容した後、包装しても良いし、モールド1が冷菓5を収容する容器を兼ねる場合には、この容器ごと冷菓5を包装しても良いでしょう。包装は、プラスチックフィルムや紙を用いたピロー包装のほか、紙箱での包装等任意の形態をとることができます。
モールドが冷菓を収容する容器を兼ねる場合に、容器ごと冷菓を包装した場合には、そのまま流通させることができます。容器から冷菓を取り出すには、例えば、冷菓にピックを刺して持ち上げる要領で行えばよいのです。
本発明の冷菓の製造方法は、ひと口で食することができる程度の大きさの、いわゆるひと口タイプの冷菓の製造に特に好適ですが、このような大きさの冷菓の製造に限定されるわけではなく、モールドの大きさや注入の条件を適宜調節することにより、より大きい冷菓に適用できることは言うまでもありません。
ここがポイント!
本発明の冷菓の製造方法によれば、モールド内で凍結したアイスクリーム等の冷菓を一旦モールドから取り出し、液状のチョコレート等に浸漬するという工程を行うことなく、チョコレート等からなる外殻を有する冷菓を製造することが可能となります。また、少なくとも、注入と固化という工程で冷菓を製造することができるため、製造ラインを簡素化することが可能となり、コスト低減に大きく寄与します。
また、本発明の冷菓の製造方法では、製造に用いたモールドを、冷菓を収容する容器として利用することで、製造ラインを簡素化できます。そして、このような製品を購入した消費者は、家庭で製品を食する際には、きれいな外観を保持した状態で冷菓を容器(モールド)から簡単に取り出すことができるという利点を得ることができます。
特許の概要
|
発明の名称 |
冷菓の製造方法 |
|
出願番号 |
特願2011-222715 |
|
公開番号 |
特開2013-81408 |
|
特許番号 |
特許第5898450号 |
|
出願日 |
平成23年10月7日 |
|
公開日 |
平成25年5月9日 |
|
登録日 |
平成28年3月11日 |
|
審査請求日 |
平成26年9月26日 |
|
出願人 |
森永製菓株式会社 |
|
発明者 |
松田 尚樹 他 |
| 国際特許分類 |
A23G 9/04 |
パリパリ革命!チョコモナカアイス、新時代の味わい。
森永製菓が提供するチョコモナカは、私達の日常にすでに溶け込んでいると言っても良いほど親しまれているアイスです。シンプルでありながら一口ごとに心を満たすスイーツにも、その製造方法に特許が取得されています。
チョコモナカに使用されるモナカ皮の内側には、チョコレートが均一にコーティングされています。食べている間は気づきませんが、モナカ皮に均一なコーティングを施し、パリパリした食感を維持するのは、実は非常に難しい技術なのです。今回はこのモナカ皮の製法について紹介していきます。
発明の背景
アイスクリームをモナカの皮で挟んだ、いわゆる「最中アイス菓子」は、モナカ皮のパリパリとした食感を楽しむことができること、アイス菓子を直接手に持って食することができること、モナカの皮ごと適当な大きさにちぎって食することができること、などの特徴を有しており、市場で高い評価を得ているアイス菓子です。
この最中アイス菓子においては、モナカ皮の内面にチョコレート被膜を形成し、アイスの水分がモナカ皮に浸透して、モナカ皮のパリパリした食感が損なわれることを防止しています。この場合、チョコレートのコーティングは、搬送手段に載って移動してくるモナカ皮の内面に、搬送手段の上方に配置されたノズルからチョコレートを吹き付けることによって行っています。
しかし、従来の最中アイス菓子におけるチョコレート被膜付きモナカ皮の製造法では、モナカ皮の内面の全面にわたってチョコレート被膜を均一な厚さで形成することが困難だったため、チョコレート被膜が十分に付着していない部分から、アイスの水分が浸透して、モナカ皮のパリパリした食感が損なわれてしまうという問題がありました。
どんな発明?
発明の目的
上記目的を達成するため、本発明のチョコレート被膜付きモナカ皮の製造法は、モナカ皮を移動させる搬送手段の経路上にチョコレートを吹き付けるノズルを配置し、モナカ皮とモナカ皮の間には、モナカ皮の移動方向に沿って走行する無端状のマスキングベルトをそれぞれ配設し、モナカ皮を前記搬送手段に載せて移動させ、モナカ皮の移動方向の先端部が前記ノズルに近接した位置で、前記ノズルからチョコレートを噴射し、チョコレートが後端部にまで吹き付けられる位置でチョコレートの噴射を停止することにより、モナカ皮の内面にチョコレートをコーティングすることを特徴としています。
本発明によれば、モナカ皮とモナカ皮の間に、モナカ皮の移動方向に沿って走行する無端状のマスキングベルトをそれぞれ配設したので、ノズルからチョコレートを噴射したときに、モナカ皮の両側からはみ出すことなく、モナカ皮にチョコレートをコーティングすることができます。
また、追加的な構成として、マスキングベルトを、搬送手段の経路上方に配置された少なくとも一対のプーリに張設し、このマスキングベルトの上方走行部分に該マスキングベルトに付着したチョコレートを掻き落とすスクレッパを配置し、このスクレッパの下方に掻き落とされたチョコレートを回収する受け箱を配置して、マスキングベルトに付着したチョコレートを回収するようにした場合には、マスキングベルトをきれいな状態に保ってマスキング機能を維持すると共に、マスキングベルトに付着したチョコレートを回収して原料の無駄が発生するのを防止することができます。
さらに追加的な構成として、ノズルからチョコレートを噴射している間、ノズルを搬送手段の移動方向と反対方向に移動させる場合には、短時間でチョコレートを最中皮に塗布することができます。
では、製造工程について、図を参照しながら詳しく見ていきましょう。
 【図1】
【図1】
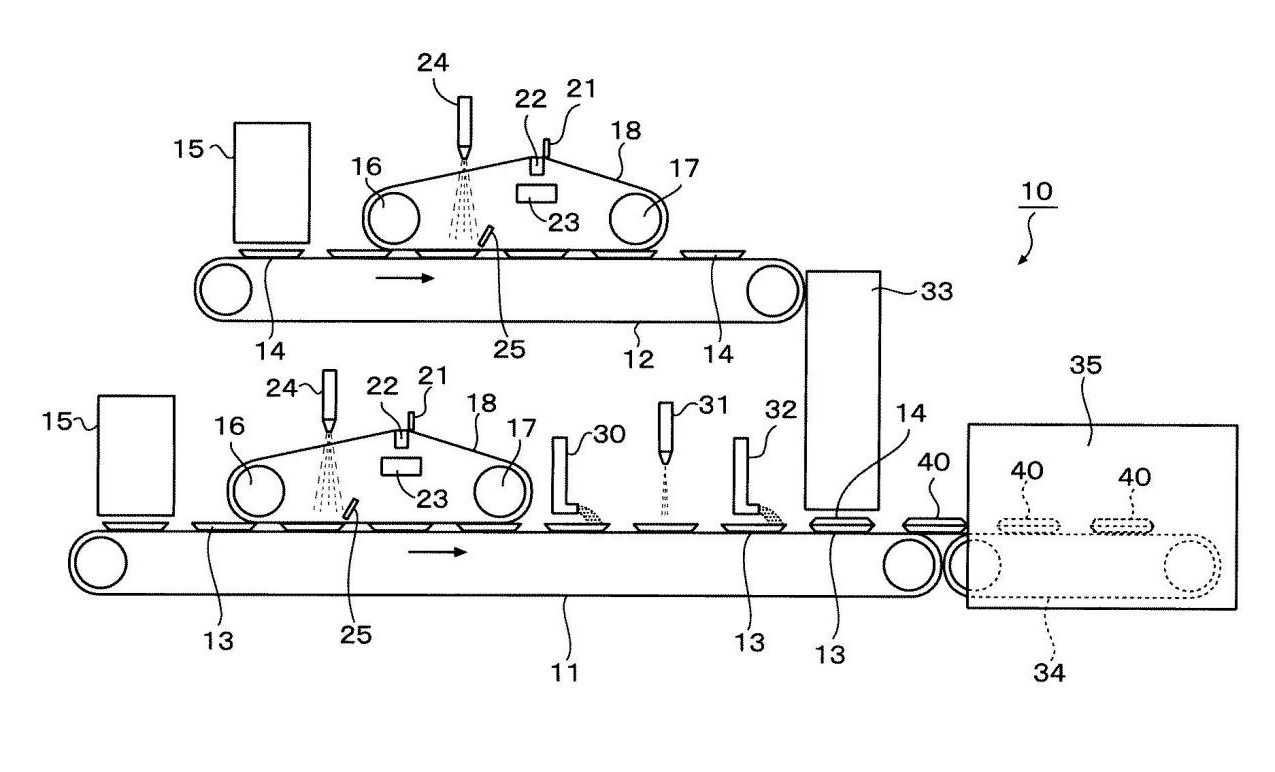
図1に示すように、チョコレート被膜付きモナカ皮の製造装置10は、モナカ皮の搬送手段として、第1コンベヤ11と、第2コンベヤ12とを有し、これらのコンベヤ11,12は上下に平行に配設されています。それぞれのコンベヤ11,12の始端部には、モナカ皮を集積して下端から一枚ずつ供給する供給ホッパ15が配置されています。
そして、下方に配置された第1コンベヤ11には、下部モナカ皮13が、その内面を上に向けて、複数列でかつ進行方向に所定間隔を置いて搬送されます。上方に配置された第2コンベヤ12には、上部モナカ皮14が、同じく内面を上に向けて、複数列でかつ進行方向に所定間隔を置いて搬送されます。
 【図2】
【図2】
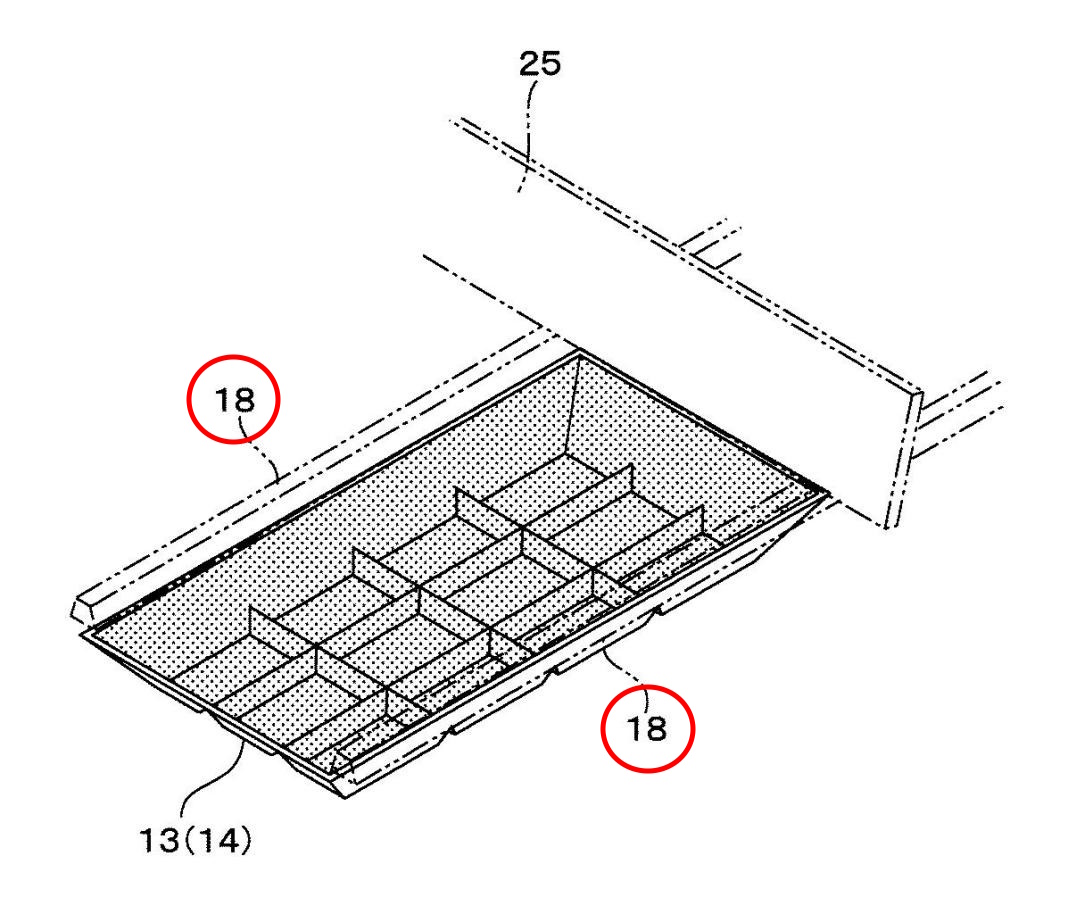
図2を併せて参照すると、各コンベヤ11,12の移動経路上方には、コンベヤ11,12の移動方向に対して直交する一対の支軸19,20に支持された前後一対のプーリ16,17に張設された複数本のマスキングベルト18が、横方向に配列されたモナカ皮とモナカ皮との隙間をマスキングするように平行に配設されています。
図3、4に示すように、この実施形態の場合、マスキングベルト18は、断面が台形をなし、その下方走行面がモナカ皮13(14)の両側の間隙に沿って配設されています。マスキングベルト18の下方走行面は、モナカ皮13(14)とほぼ同じ移動速度で同方向に移動します。また、マスキングベルト18の上方走行面には、上下一対のスクレッパ21,22がマスキングベルト18に摺接するように配置されています。上方のスクレッパ21は、下方に開口するコ字状の切欠き21aを有し、マスキングベルト18がこの切欠き21aに入って摺接することにより、その上面に付着されたチョコレートを掻き落とされるようになっています。下方のスクレッパ22は、上方に開口して両側がテーパ状に広がるコ字状の切欠き22aを有し、マスキングベルト18がこの切欠き22aに入って摺接することにより、その両側面及び下面に付着されたチョコレートを掻き落とすようになっています。
 【図3】
【図3】
 【図4】
【図4】
更に、各コンベヤ11,12のスクレッパ21,22の下方には、受け箱23が配置されていまず。受け箱23は、各コンベヤ11,12の幅方向全長に亘って、コンベヤ11,12の移動方向とほぼ直交する方向に配設されており、細長い樋状をなしている。この受け箱23に回収されたチョコレートは、チョコレート原料として再利用されます。
また、各コンベヤ11,12の供給ホッパ15より下流側であって、上記マスキングベルト18が配設された部分の上方には、チョコレートを吹き付けるノズル24が、各モナカ皮13(14)の列毎に配置されています。
このノズル24よりもモナカ皮13(14)の移動方向の下流側であって該ノズル24に近接した位置に、各コンベヤ11,12の幅方向全長に亘って、コンベヤ11,12の移動方向とほぼ直交する方向に、マスク板25が配設されています。このマスク板25は、下方に向かうほど上流側に寄るように、コンベヤ11、12に対してやや斜め下方に向けて配設されています。マスク板25は、ノズル24からチョコレートを噴射するときにモナカ皮外部へチョコレートが飛び散らないようにする効果と、ノズル24からチョコレートを噴射するときのモナカ皮の位置決めをする効果があります。
すなわち、モナカ皮13の移動方向の先端部がマスク板25に至る直前で、ノズル24からチョコレートを噴射し、モナカ皮13の後端部がマスク板25を通過する前であって、かつ、チョコレートが後端部にまで吹き付けられる位置でチョコレートの噴射を停止することにより、ノズル24からチョコレートが噴射し始めたときの噴射圧が強くても、マスク板25によってチョコレートがモナカ皮13の先端からはみ出すことを防止できる。
また、チョコレートが後端部にまで吹き付けられる位置でチョコレートの噴射を停止することにより、チョコレートがモナカ皮13の後端からはみ出すことも防止でき、モナカ皮の内面の端部にまでチョコレートをコーティングすることができる。なお、図6(B)に示すように、ノズル24は、コンベヤ11,12の移動方向と反対のE方向に、所定距離だけ移動しつつチョコレートを噴射するようになっています。
以上説明したコンベヤ11,12と、マスキングベルト18と、スクレッパ21,22と、受け箱23と、ノズル24と、マスク板25が、本発明によるチョコレート被膜付きモナカ皮の製造装置10の構成部をなしています。
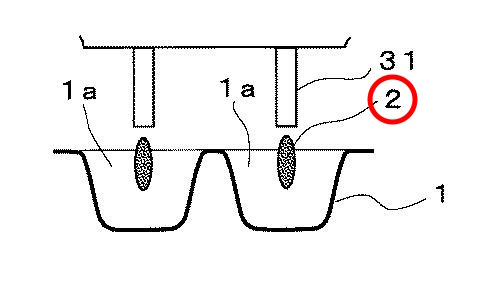
以下に説明する部分は、チョコレート被膜を形成したモナカ皮13に、アイスクリームやセンターチョコレートを充填し、もう一方のモナカ皮14を被せて、最中アイス菓子を製造する工程に係る部分であり、本発明のチョコレート被膜付きモナカ皮の製造装置に付設されて最中アイス菓子の製造装置をなす部分となります。
<最中アイス菓子の製造装置の構成>
下方の第1コンベヤ11のマスキングベルト18から出た位置から、移動方向に沿って順番に、第1アイスクリーム充填機30、センターチョコレート充填機31、第2アイスクリーム充填機32が配置されます。
第1アイスクリーム充填機30は、モナカ皮13の底部にアイスクリームを所定の厚さで充填します。センターチョコレート充填機31は、このアイスクリーム上にセンターチョコレートを充填します。第2アイスクリーム充填機32は、この上に更にアイスクリームを充填して、センターチョコレートを上下のアイスクリームで挟んだ状態にします。
第2アイスクリーム充填機32より更に移動方向下流側には、上方モナカ皮14の反転被せ装置33が配置されています。この反転被せ装置33は、上方の第2コンベヤ12の終端部に配置され、第2コンベヤ12の終端部から落下するモナカ皮14を反転させて、第1コンベヤ13上に載置されて移動してくるモナカ皮13に被せ付けるものです。
この反転被せ装置33の更に下流側には、第3コンベヤ34が配置され、この第3コンベヤ34は、クーラボックス35内に導入されています。
<本発明によるチョコレート被膜付き最中皮の製造法>
再び図1を参照します。
供給ホッパ15から、各コンベヤ11,12にモナカ皮13,14がそれぞれ供給され、モナカ皮13,14が所定間隔をおいて複数列で移動します。それぞれのモナカ皮13,14の両側には、マスキングベルト18が同方向に走行し、図5、図6(A)に示すように、最中皮13(14)の両側より外側をカバーします。
 【図5】
【図5】
 【図6】
【図6】
そして、図6(B)に示すように、モナカ皮13(14)の先端Cが、マスク板25に近接した位置Aに至ると、センサがこれを検知して、ノズル24からチョコレートを噴射します。このときの噴射圧力は比較的高いのですが、同図(A)に示すように、モナカ皮13(14)の両側より外側はマスキングベルト18でカバーされ、モナカ皮13(14)の先端Cより外側はマスク板25でカバーされるので、チョコレートがモナカ皮13(14)の外側にはみ出すことを防止できます。
ノズル24は、A地点で噴射を開始した後、コンベヤ11(12)の移動方向とは反対方向に、モナカ皮13(14)上のB地点に至るまで移動しつつ、チョコレートを噴射し続けます。
この結果、モナカ皮13(14)の内面の全面に亘ってチョコレートを均一な厚さで塗布することができます。
マスキングベルト18には、ノズル24から噴射されるチョコレートが付着しますが、このチョコレートは、上下一対のスクレッパ21,22によって前述したように掻き落とされ、掻き落とされたチョコレートは受け箱23に落下して、チョコレート原料として再利用されます。
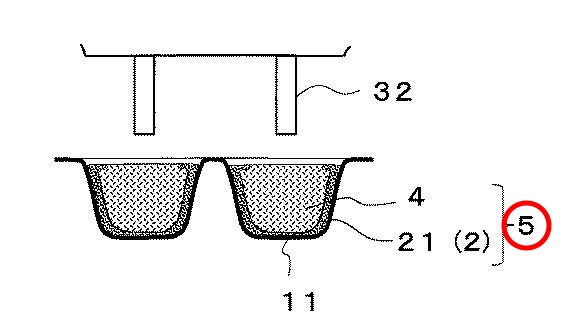
こうしてチョコレートをコーティングされた下方のモナカ皮13には、第1アイスクリーム充填機30により、アイスクリームが所定の厚さで充填され、次いで、センターチョコレート充填機31によりセンターチョコレートが充填され、更に、第2アイスクリーム充填機32により再度アイスクリームが充填されて、センターチョコレートを上下のアイスクリームで挟んだ状態とされます。
そして、上方のモナカ皮14は、第2コンベヤ12の終端部から反転被せ装置33に導入され、そこで反転されて、第1コンベヤ13上に載置されて移動してくる上記モナカ皮13に被せ付けられます。こうして完成した最中アイス菓子40は、第3コンベヤ34に載ってクーラボックス35に導入され、製品包装装置に送られます。
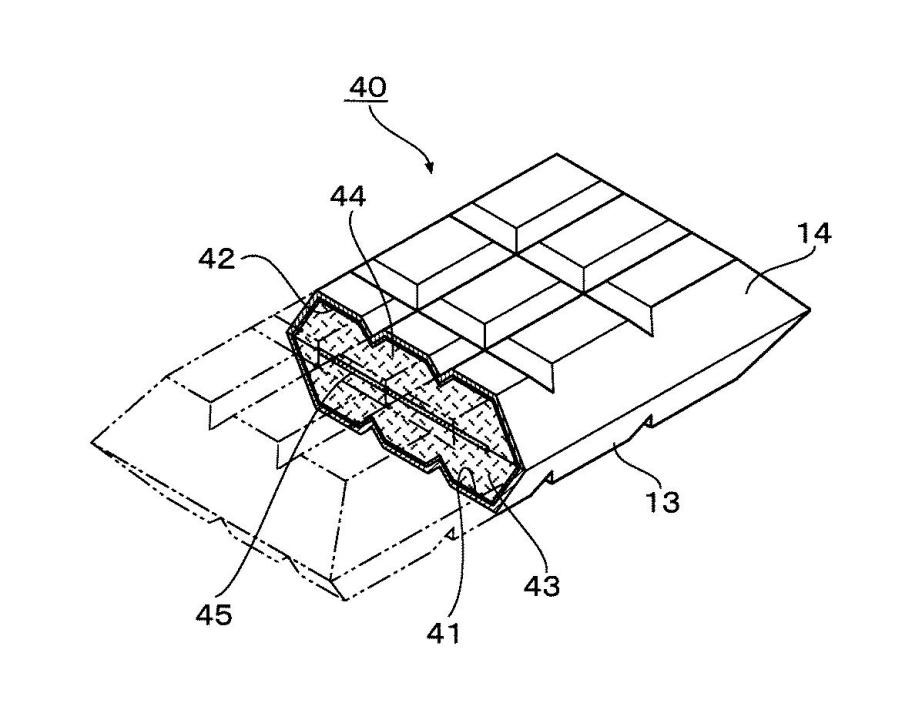 【図7】
【図7】
図7には、こうして製造された最中アイス菓子40が示されています。この最中アイス菓子40は、凹凸形状を有する1対のモナカ皮13,14で覆われた形状をなし、各モナカ皮13,14の内面にチョコレート被膜41,42が形成され、その内側にそれぞれアイスクリーム43,44が充填され、このアイスクリーム43,44に挟まれて、中心にセンターチョコレート45が配置された構造をなしています。
この最中アイス菓子40は、最中皮13,14の内面全体にほぼ均一にコーティングされたチョコレート被膜41,42によって、アイスクリーム43,44の水分がモナカ皮13,14に移行するのが効果的に防止され、モナカ皮13,14のパリパリした食感を長期間に亘って維持することができます。
ここがポイント!
本発明の製造装置を用いると、マスキングベルトによってモナカ皮の外面にチョコレートがはみ出すことなく、モナカ皮の内面全体に、チョコレートをほぼ均一に塗布することができることが実施例により確かめられました。その結果、従来法で製造したチョコレート被膜付きモナカ皮よりも、経時的に吸湿が抑制されることが判明しました。
特許の概要
|
発明の名称 |
チョコレート被膜付き最中皮の製造法及び製造装置 |
|
出願番号 |
特願2004-132576 |
|
公開番号 |
特開2005-312333 |
|
特許番号 |
特許第4331642号 |
|
出願日 |
平成16年4月28日 |
|
公開日 |
平成17年11月10日 |
|
登録日 |
平成21年6月26日 |
|
審査請求日 |
平成19年4月13日 |
|
出願人 |
森永製菓株式会社/td> |
|
発明者 |
今村 進 |
| 国際特許分類 |
A21D 13/08 (2006.01) |
| 経過情報 |
特許権は年金不納により現在消滅している。 |